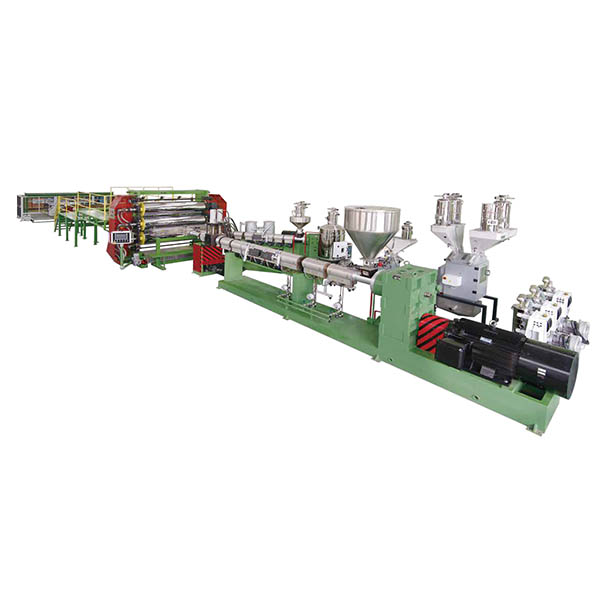
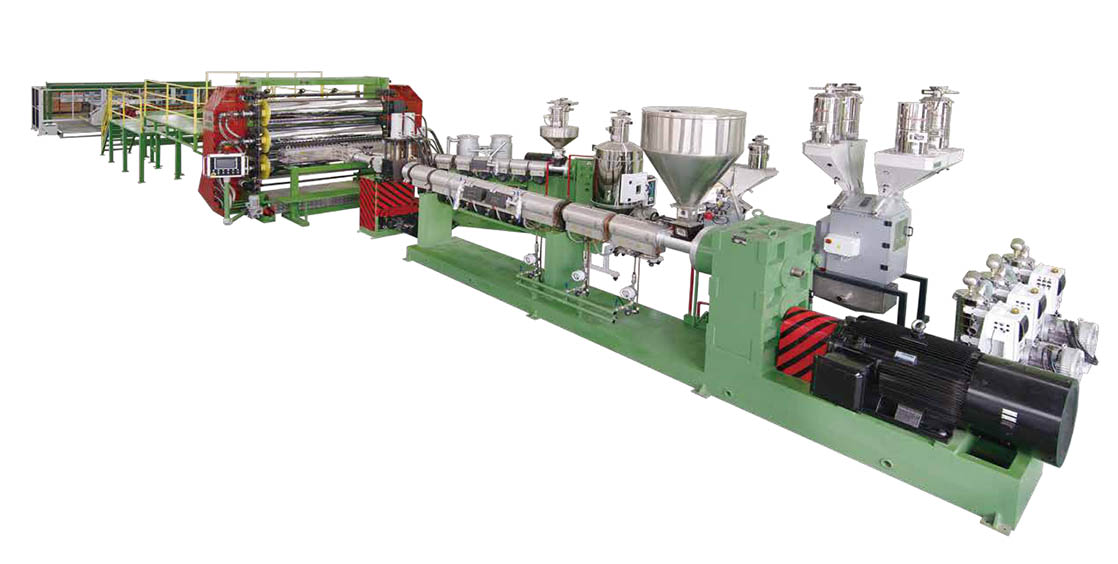
HDPE טערמאָפאָרמינג פּלאַטע יקסטרוזשאַן שורה
Jwell צושטעלן אַוואַנסירטע יקסטרוזשאַן סיסטעם, עס איז פּאַסיק צו פּראָדוצירן HMW-HDPE מאַטעריאַל וואָס האָבן נידעריק MFI און הויך שטאַרקייַט אין טעלער, די פּלאַטעס זענען דער הויפּט געניצט צו פּראָדוצירן אַוטאָ קאַרעטע ברעט, פּיק-אַרויף קעסטל לייַנער, דעקן פון טראָק, אַנטי-רעגן דעקן עטק די טעלער גרעב קענען רעדוצירן מער ווי 30% ווען עס האט דער זעלביקער פּראַל שטאַרקייַט, עס רעדוצירן די פּראָדוקציע קאָס פֿאַר מאַניאַפאַקטשערערז. טעלער גרעב 2-12מם, ברייט 2000-3000מם.
הויפּט טעכניש ספּעסאַפאַקיישאַנז
|
מאָדעל |
פּראָדוקטן ברייט (מם) |
פּראָדוקטן גרעב (מם) |
קאַפּאַציטעט (קג/ה) |
|
JW130+JW70 |
2200 |
1.5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1.5-12 |
800-900 |
באַמערקונג: די ספּעסאַפאַקיישאַנז זענען אונטערטעניק צו טוישן אָן פריערדיק באַמערקן.
פּראָדוקט בילד אַרויסווייַזן




טראַנסמיסיע סיסטעם
די פֿונקציע פון די פאָר סיסטעם איז צו פאָר די שרויף און צושטעלן די טאָרק און גיכקייַט פארלאנגט דורך די שרויף אין די יקסטרוזשאַן פּראָצעס. עס יוזשאַוואַלי באשטייט פון אַ מאָטאָר, אַ רעדוסער און אַ שייַכעס.
באַהיצונג און קאָאָלינג מיטל
באַהיצונג און קאָאָלינג זענען נייטיק טנאָים פֿאַר די פּלאַסטיק יקסטרוזשאַן פּראָצעס.
1. די עקסטרודער יוזשאַוואַלי ניצט עלעקטריש באַהיצונג, וואָס איז צעטיילט אין קעגנשטעל באַהיצונג און ינדאַקשאַן באַהיצונג. די באַהיצונג בלאַט איז אינסטאַלירן אין דעם גוף, האַלדז און קאָפּ. די באַהיצונג מיטל כיץ די פּלאַסטיק אין די צילינדער ויסווייניק צו פאַרגרעסערן די טעמפּעראַטור צו דערגרייכן די טעמפּעראַטור פארלאנגט פֿאַר די פּראָצעס אָפּעראַציע.
2. די עקסטרודער קאָאָלינג מיטל איז באַשטימט צו ענשור אַז די פּלאַסטיק איז אין די טעמפּעראַטור קייט פארלאנגט דורך דעם פּראָצעס. ספּאַסיפיקלי, עס איז צו ויסשליסן די וידעפדיק היץ דזשענערייטאַד דורך די שערן רייַבונג געפֿירט דורך שרויף ראָוטיישאַן, אַזוי צו ויסמיידן די טעמפּעראַטור צו הויך צו מאַכן די פּלאַסטיק צעלייגנ, סקאָרטש אָדער פאָרעם שווער. די פאַס קאָאָלינג איז צעטיילט אין צוויי טייפּס: וואַסער קאָאָלינג און לופט קאָאָלינג. אין אַלגעמיין, קליין און מיטל-סייזד יקסטרודערז זענען מער פּאַסיק פֿאַר לופט קאָאָלינג, און גרויס-סייזד זענען מערסטנס וואַסער-קולד אָדער קאַמביינד מיט צוויי פארמען פון קאָאָלינג.
פּראָדוקטן קאַטעגאָריעס
-

טפּו / אַבס לאַמאַנייט שיט עקסטרוסיאָן ליניע
-

פּפּ כאַניקאָום באָרד יקסטרוזשאַן ליניע
-

טפּאָ + פּפּ פּינע קאָמפּאָסיטע שיט פּראָדוקציע ליניע
-

לפט / פרפּ קעסיידערדיק פיברע ריינפאָרסט קאָמפּאָסיטע ע ...
-

טפּאָ / פּווק + פּפּ פּינע ויטאָמאָביל ינלענדיש הויט קאַמפּאָוזד ...
-

טפּאָ / טפּו קאָמפּאָסיטע לעדער יקסטרוזשאַן ליניע





